Presshärtung
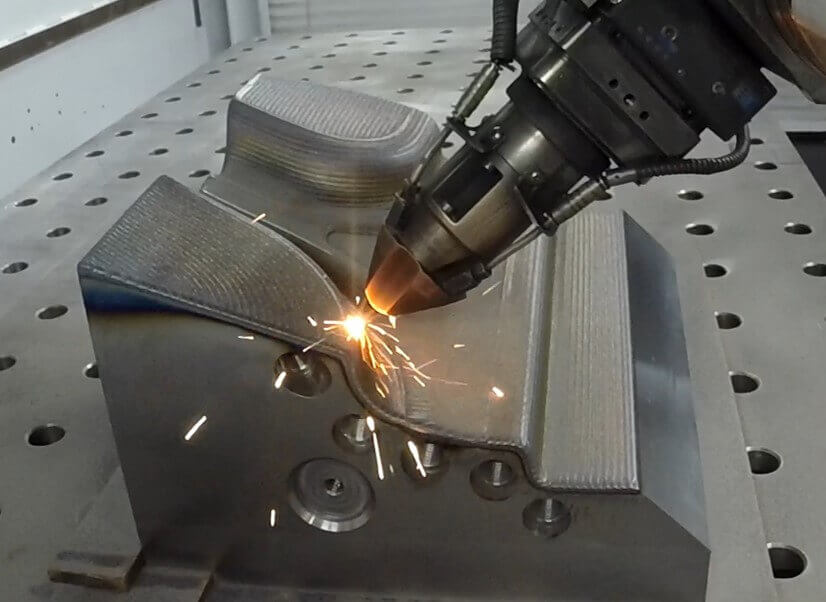
Beschichtung von Werkzeugsegmenten zum Presshärten mittels Laserauftragsschweißen
Innengekühlte Werkzeuge für das Direktpresshärten von hochfesten Blechen unterliegen einem komplexen Belastungsspektrum. So führt der abrasive Verschleiß insbesondere an den Außenradien zu einem unzureichenden Blechkontakt und damit zu einer Verschlechterung des Wärmeübergangs. Dies führt letztlich zu Bauteilausschuß aufgrund von Maßabweichungen durch Blechrückfederung. Darüber hinaus müssen die für die Werkzeuge verwendeten Werkstoffe eine hohe Temperaturwechselbeständigkeit aufweisen, um eine Rissbildung an der Oberfläche zu verhindern. Darüber hinaus verursachen die Presshärteplatten, die in der Regel standardmäßig mit AlSi beschichtet sind, einen adhäsiven Verschleiß, der regelmäßige manuelle Polierzyklen erforderlich macht. Diese Verschleißmechanismen stehen oft in Wechselwirkung zueinander. Aufgrund der hohen Anforderungen werden meist Sonderwerkstoffe mit Härten um 58 HRC eingesetzt. Dies birgt die Gefahr der Rissbildung in den Kühlkanälen aufgrund der relativ geringen Duktilität dieser Werkstoffe. Solche Risse führen in der Regel unweigerlich zu einem Totalausfall des Werkzeugs. Eine effiziente Lösung für dieses Problem ist die Beschichtung von Werkzeugsegmenten für das Presshärten mittels Laserstrahl-Auftragschweißen!

Andreas Bartling
Technischer Anwendungsberater
Phone: +49 160-3889157
Downloads
Unsere Lösung
- Maßgeschneiderter Warmarbeitsstahl für höchste Ansprüche an aktiv gekühlte Werkzeuge.
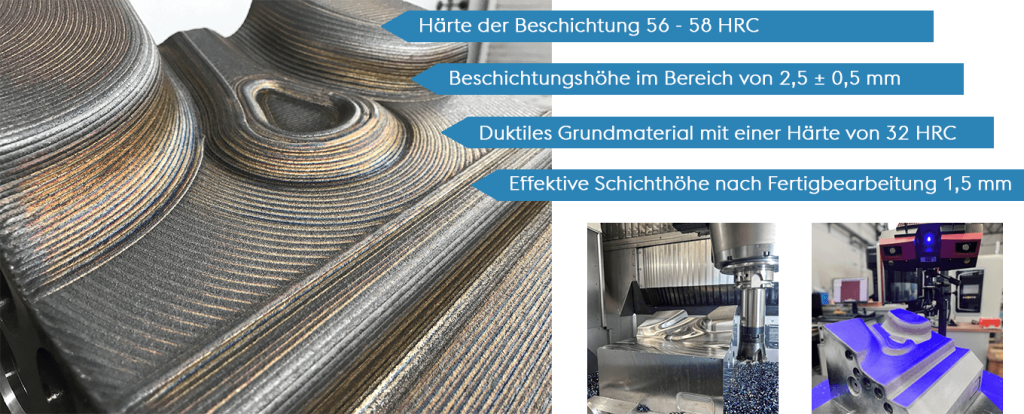
- Härtung von 56+2 HRC oder 60±1 HRC (modifiziert) in der aktiven Zone
- Duktiler, vorvergüteter Grundwerkstoff zur Verringerung der Rissneigung ausgehend vom Kühlkanal
- Schichthöhe nach Auftragsschweißung von 2,5±0,5 mm
- Effektive Schichthöhe von 1,5 mm nach der Endbearbeitung
Ihre Vorteile
- Deutliche Erhöhung der Werkzeugstandzeit durch verschleißfeste Beschichtung
- Geringere Rissneigung ausgehend vom Kühlkanal aufgrund der hohen Zähigkeit des Grundkörpers
- Möglichkeit der Anpassung der lokalen Eigenschaften durch Anpassung des Materials, zum Beispiel im Bereich des aktiven Radius
- Reduzierter Wärmebehandlungsaufwand durch die Verwendung von vorvergütetem Grundmaterial
- Geringere Reparaturkosten und die Möglichkeit der Wiederaufbereitung

Videos

Durch das Laden des Videos stimmen Sie den Datenschutzbestimmungen von YouTube zu.
Mehr erfahren