A escolha do método e a quantidade de limpeza final necessária dependem de: requisitos de resistência à corrosão; considerações de higiene (produtos farmacêuticos, alimentos, etc.); e a importância do aspeto visual do aço. A remoção de defeitos de soldagem, óxidos de soldagem, substâncias orgânicas e contaminantes de ferro é normalmente um requisito básico e permite uma escolha relativamente livre do tratamento final.
Desde que a rugosidade da superfície o permita, podem ser utilizados métodos mecânicos e químicos. No entanto, se se optar por um método de limpeza inteiramente mecânico, a fase de fabricação tem de ser muito bem planejada para evitar a contaminação com ferro. Caso contrário, será necessário proceder a uma descontaminação, provavelmente com ácido nítrico. Quando os requisitos de acabamento da superfície e de resistência à corrosão são exigentes, a escolha do método é mais crítica. Nesses casos, uma sequência de tratamento baseada na decapagem oferece as melhores hipóteses de obter resultados superiores.
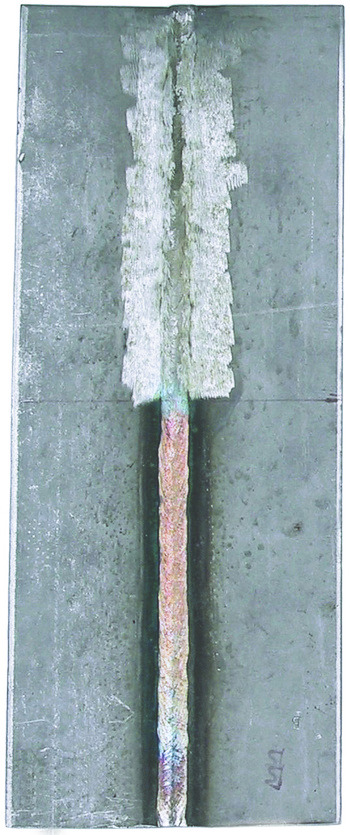
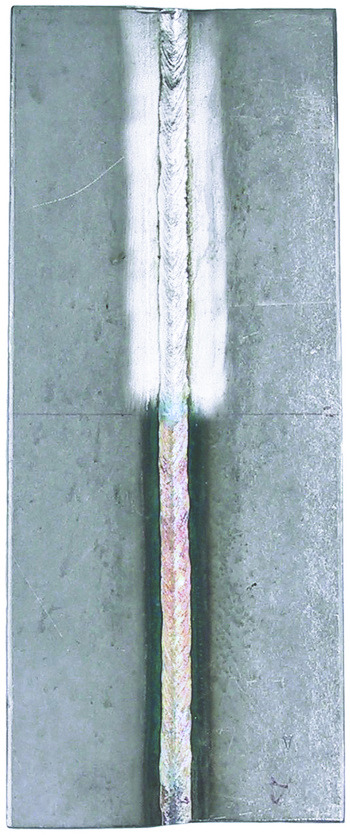
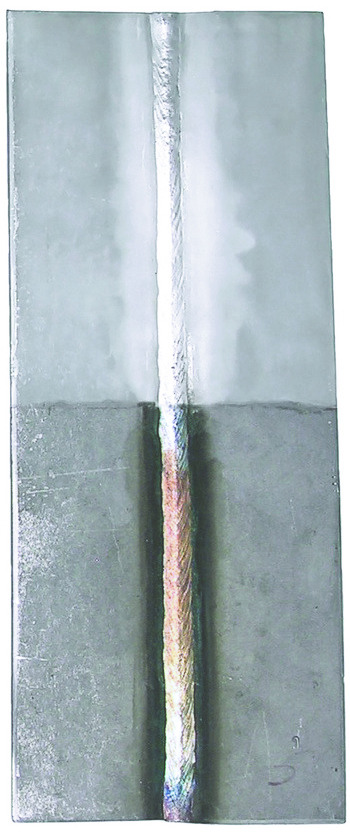
A figura abaixo mostra os resultados de um teste em que as amostras (aço grau 1.4404/316L com soldagem em MMA) foram limpas após a soldagem utilizando três métodos diferentes, tendo sido depois expostas a um ambiente marinho durante duas semanas.
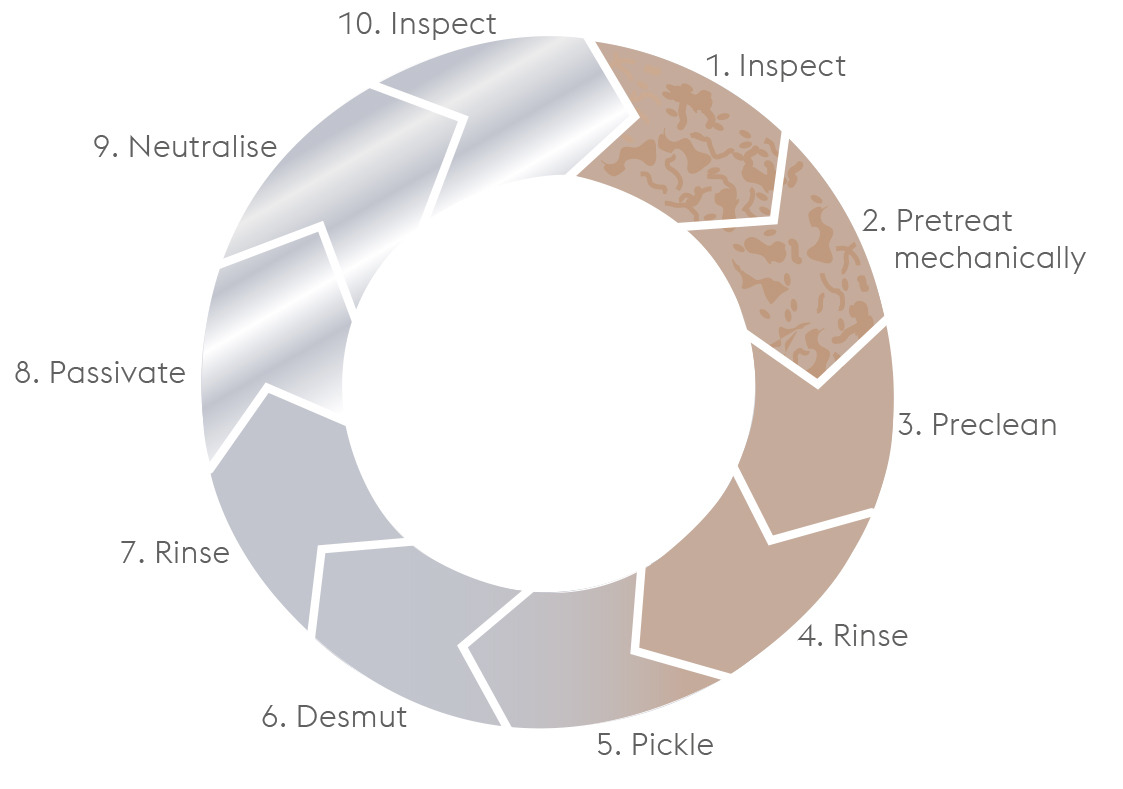
 Produtos químicos de acabamento
Produtos químicos de acabamento