Le choix de la méthode et l’étendue du nettoyage final requis dépendent des exigences en matière de résistance à la corrosion, des considérations d'hygiène (produits pharmaceutiques, alimentaires, etc.) et de l'importance de l'aspect visuel de l'acier. L'élimination des défauts de soudure, des oxydes de soudure, des substances organiques et des contaminants ferreux est normalement une exigence de base et permet généralement un choix relativement libre du traitement final.
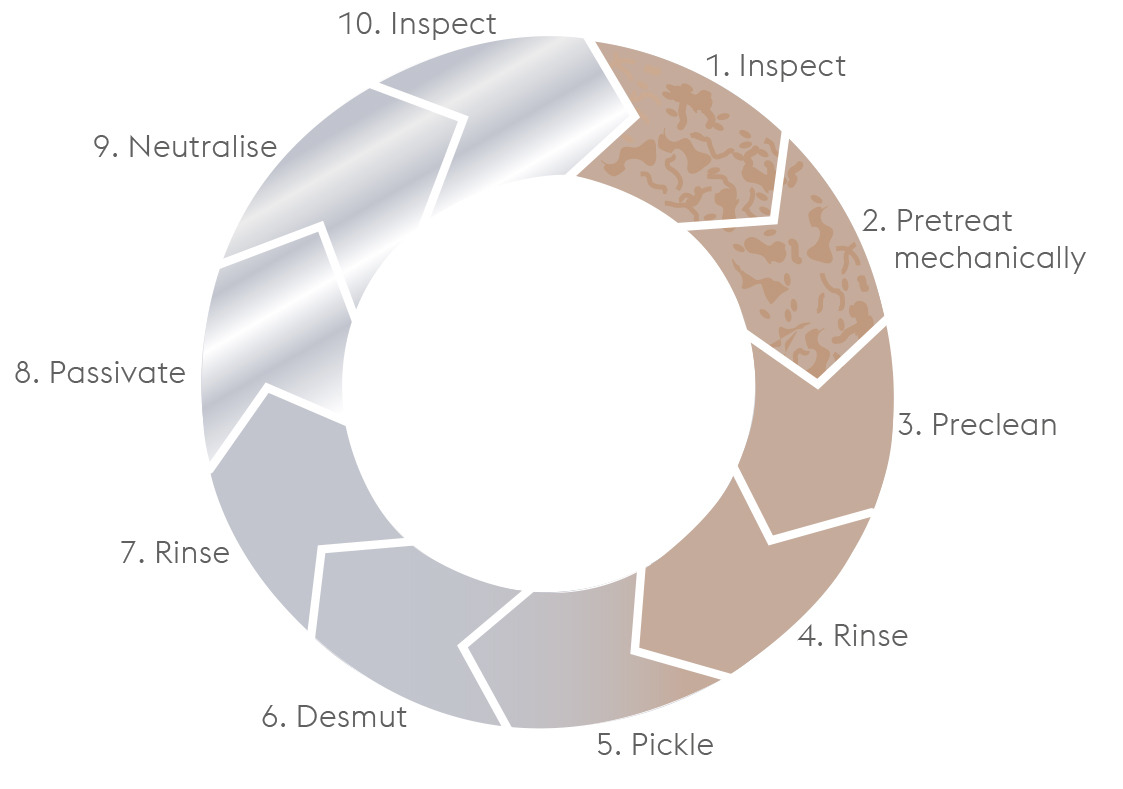
Pour autant que la rugosité de la surface le permette, des méthodes mécaniques et chimiques peuvent être utilisées. Toutefois, si l'on opte pour une méthode de nettoyage entièrement mécanique, l'étape de fabrication doit être très bien planifiée afin d'éviter la contamination par le fer. Dans le cas contraire, une décontamination, probablement à l'aide d'acide nitrique, sera nécessaire. Lorsque les exigences en matière d'état de surface et de résistance à la corrosion sont élevées, le choix de la méthode est plus critique. Dans ce cas, une séquence de traitement basée sur le décapage offre les meilleures chances d'obtenir des résultats supérieurs.
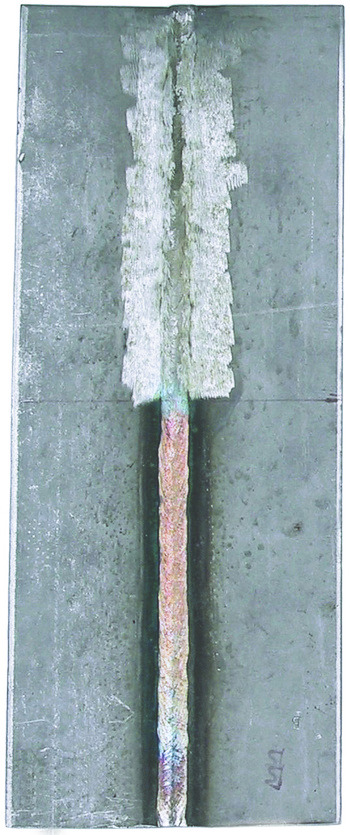
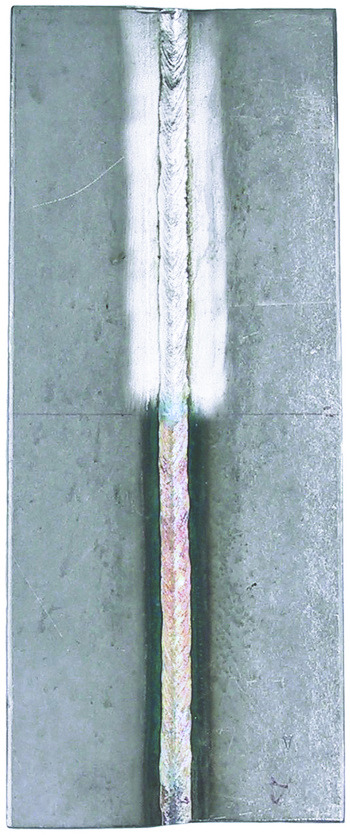
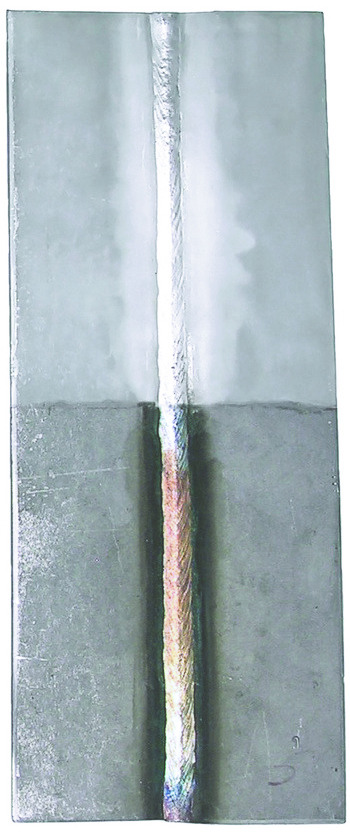
La figure ci-dessous montre les résultats d'un test au cours duquel les échantillons (acier 1.4404/316L avec soudures MMA) ont été nettoyés après soudure à l'aide de trois méthodes différentes, puis exposés à un environnement marin pendant deux semaines.
 Produits chimiques de finition
Produits chimiques de finition