-
 Erfolgsgeschichten
Erfolgsgeschichten

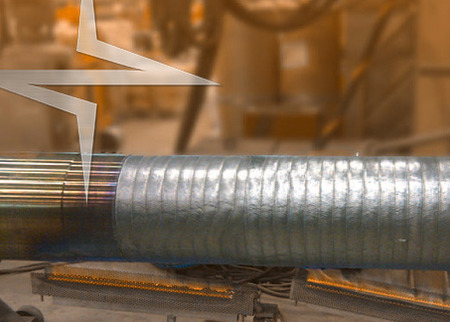
Der Draht weist eine martensitische Mikrostruktur auf und die chemischen Elemente sind so ausgewogen, dass eine optimale durchschnittliche Beständigkeit gegen die üblichen Verschleißmechanismen entlang der Anlage gewährleistet ist. Es werden mindestens drei Lagen empfohlen, um die gewünschte Legierungszusammensetzung in der obersten Lage
zu erreichen.
