Axle housing tube
The production of the front axle tube is based on a fully automated radial forging process.
The production of the front axle tube is based on a fully automated radial forging process.



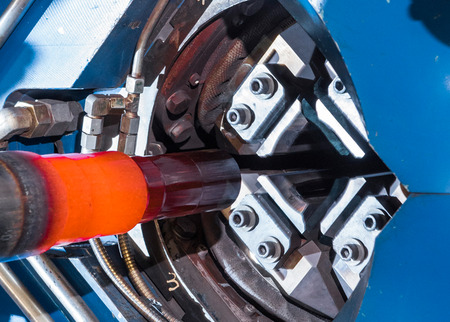



Following induction heating to a temperature of 1200 degrees, the front axle tube manufacturing process is completed by fully automated radial forging. As a next step, the front axle tube is sand-blasted and machined internally and externally in a centre lathe. The final inspection and signature process is completed by magnetic particle testing.
Our radial forging technology combines axial and radial forging as well as cold and hot forming processes and may be used in many areas of the automotive industry such as the powertrain, chassis, transmission and steering.
In hot forming, the workpiece is heated up inductively before being radially formed via four rotary swaging dies. At the same time, the internal contour is defined by shaping over a forging mandrel.
This technology, with its simultaneous internal and external production,