Flow Filter V & X


For decades voestalpine and its core steel brands BÖHLER USA and UDDEHOLM USA have been recognized as global leaders in the manufacture and the supply of high performance tool steels. As a result we understand the unique challenges that our customers face in the Plastic Injection Mold industry.
Working closely with our customers, we follow our three pillared approach of Optimized Design, Optimized Powder and Optimized Printing, using state-of-the-art Additive Manufacturing know how to develop bespoke 3D printed tooling inserts for the toughest Plastic Injection Molding industry applications.
Your trusted Additive Manufacturing partner.
We support our customers through a detailed consultation process to develop the right solution for the right application, where needed our Plastic Injection Molding experts can help our customers re-design tools and inserts according to the exact requirements of their application.
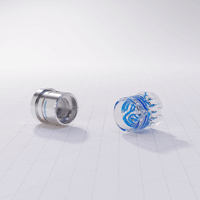
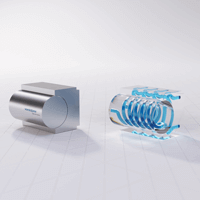
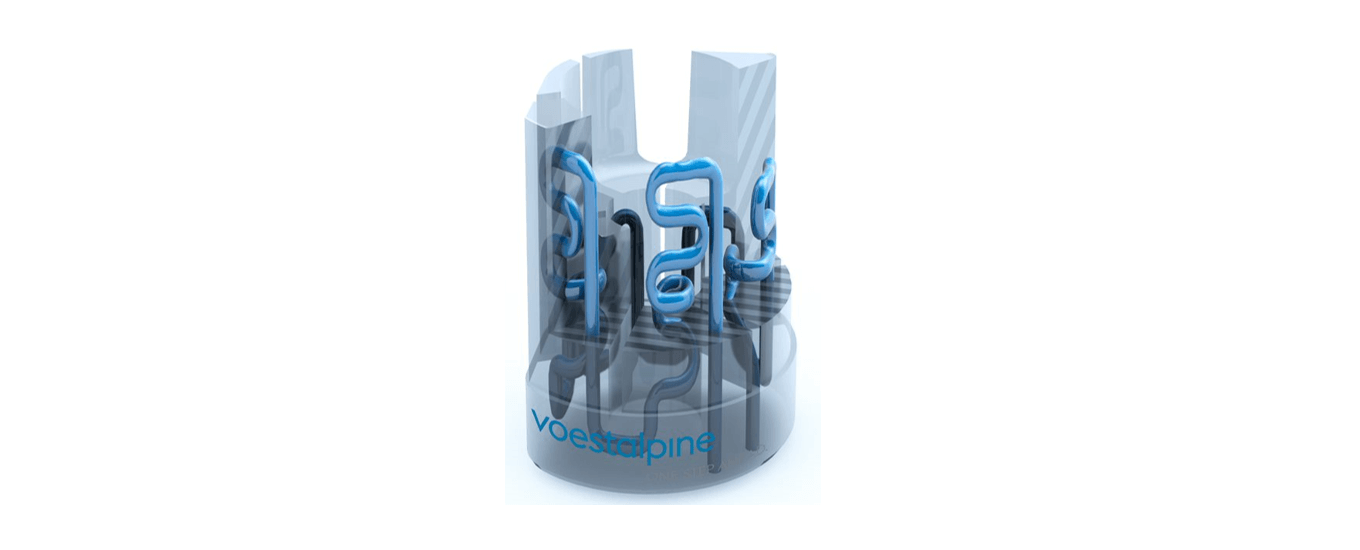
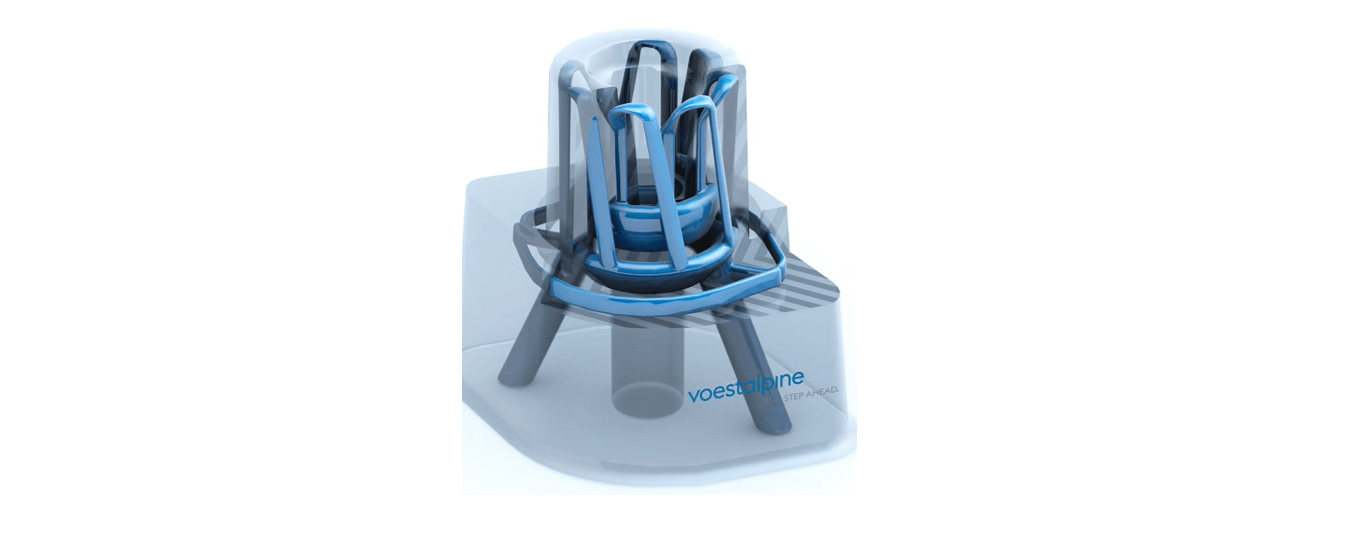
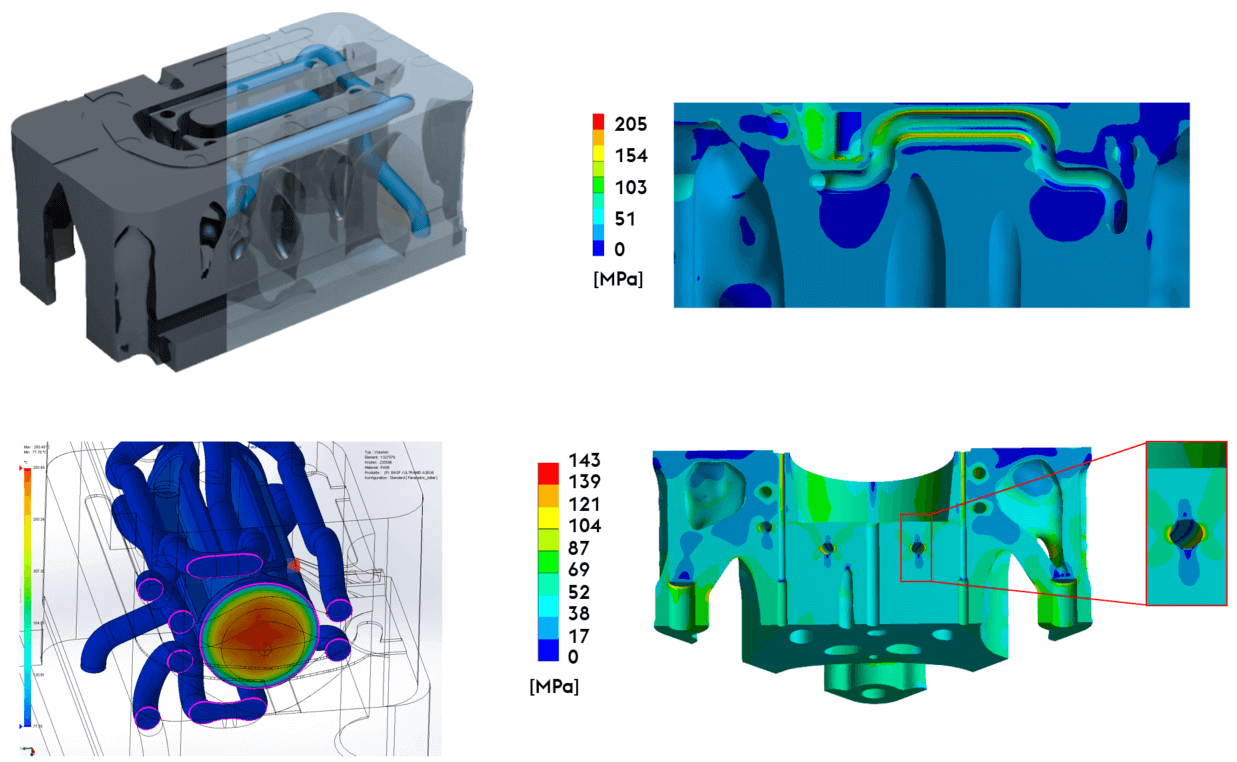
Our data driven approach to cooling channel design analyzes processing parameters and mechanical loads to develop detailed computer models and process simulations (digital twins) of each customers molding application. This method of optimizing thermal management is essential to ensure the right balance between efficient cooling and maximizing the mechanical performance of the tool.
This process goes far beyond regular conformal cooling channel design. We understand Plastic Injection Molding.
Polishability is one of the key properties for Plastic Injection Molding tool. It is closely linked to powder quality and printing parameters. Through rigorous development, we are able to consistently achieve A2+ surface finish in serial production for both BÖHLER M789 AMPO and UDDEHOLM CORRAX.
We ensure the highest possible quality, reliability and consistency by managing every step of the value chain from powder production to the delivery of the finished part. Whether for a single part order or series production, our internal quality systems ensure we meet your requirements every time.
Design of Experiments, Statistical Process Control, and Process Monitoring form the basis of our printing methodology. Continued innovation from our voestalpine Additive Manufacturing Centers ensures our printing processes deliver superior material properties and tool performance every time.
This deep understanding of Additive Manufacturing and Injection Molding allows our customers to add value to their business from the first shot.
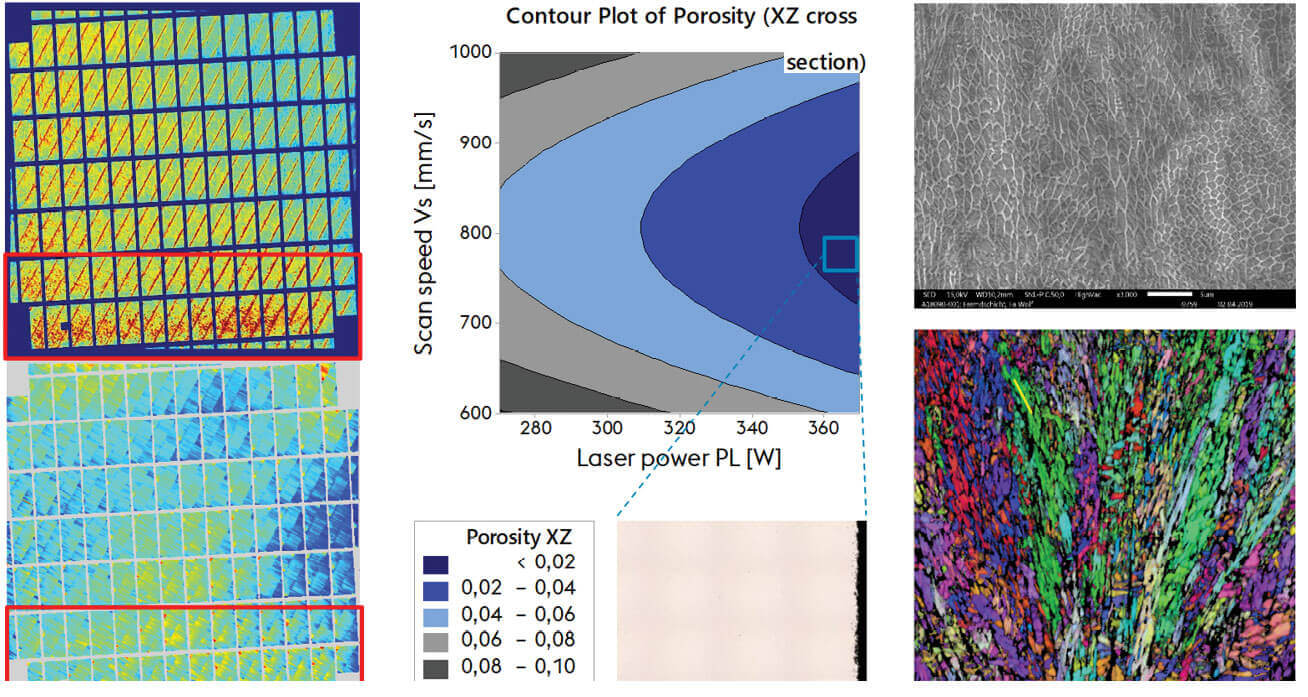
Left: Optimization goal ¨build zone¨ detected by process monitoring using EOSTATE Exposure OT (top) and EOSTATE MeltPool (below).
Right: Design of Experiments for parameter optimization using contour map of response surface design for porosity (top) and the related metallographic sample after optimization (below).
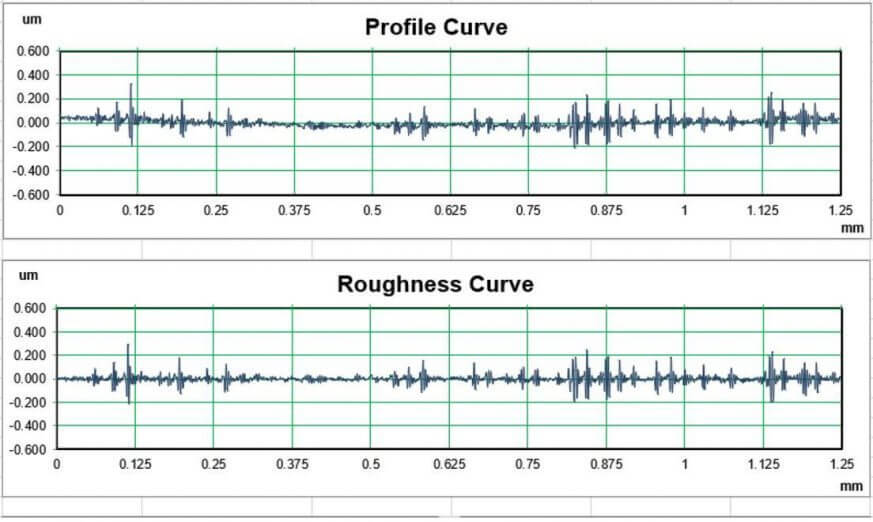
Sample Data: Surface roughness Ra = 0.024 mm, using a stylus profilometer.
Our long history of developing high performance tool steels at BÖHLER USA and UDDEHOLM USA for the Die and Mold industries gives us a unique perspective on the needs of the Plastic Injection Mold industry when adopting Additive Manufacturing. Our powders and printed materials are designed to deliver improved performance over standard wrought material grades.
The highest quality materials, deliver superior tool life.
UDDEHOLM AM CORRAX and BÖHLER M789 AMPO are our premium corrosion resistant grades, designed specifically for Plastic Injection Molding applications and to outperform common AM steels such as 1.2709 (Maraging 300).
IN SHORT:
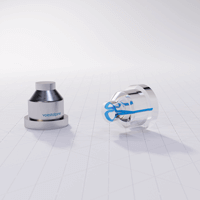
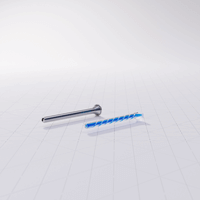
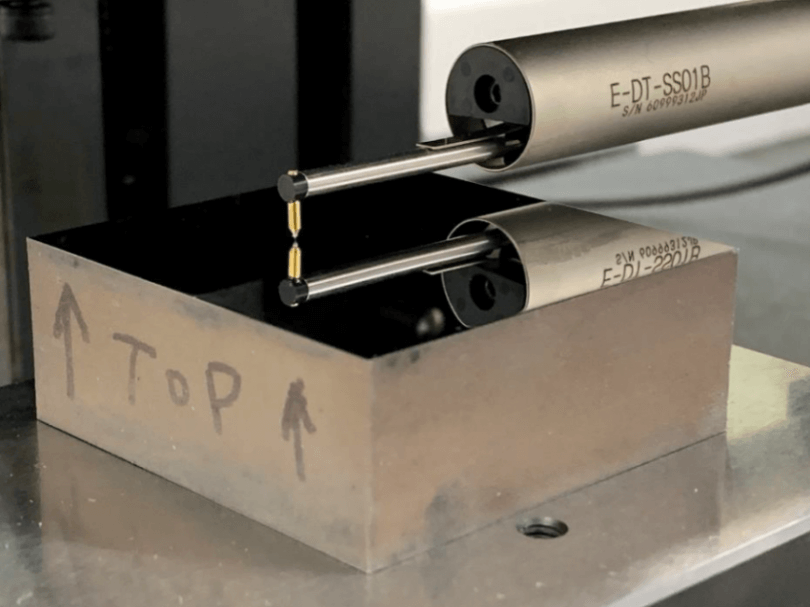
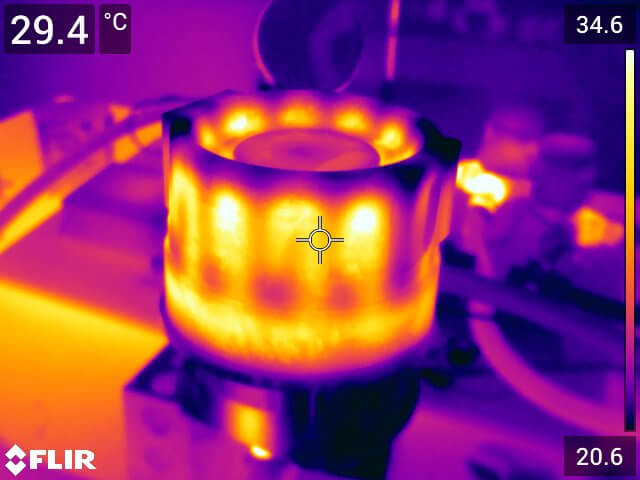
In addition to dimensional and material property testing for each AM build, vAMC has developed dedicated inspection rig and methods for Conformal Cooling channels:
Our support does not end with the delivery of additive manufactured inserts. It goes far beyond that. Every tool has a certain lifetime and fails at some point. We analyse and examine your failed tool inserts to determine the cause of damage.
For example, cracking can have many different root causes. Only those who understand the issue can take the necessary actions to extend the service life of the tool.
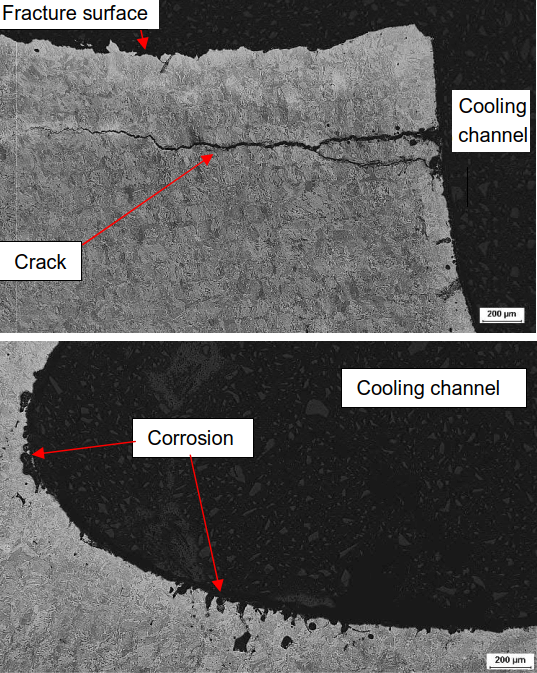
Images show cracks caused by corrosion
Top: Fracture surface and further cracks (longitudinal view; image from light optical microscope)
Bottom: light microscope image of several corrosion spots in cross section