Nitrex
The Nitrex furnace in our heat treatment plant offers one of the most advanced technologies of gas nitriding with a short lead time of up to 1 working day!

Vacuum hardening
In the vacuum hardening process, the components in the system are brought to austenitizing temperature in several steps, the so-called holding stages.
These holding stages serve to equalize the temperature between the component edge and the component core. This keeps the introduction of thermal stresses as low as possible. The choice of the necessary austenitizing temperature depends on the material in question and is decisive for the resulting quality and the desired properties.
Quenching is mostly done with nitrogen. The quenching pressure can be up to 20 bar. The vacuum hardening process has little warpage compared to other through hardening processes.
Any distortion that occurs is not only due to the quenching process, but also results from the stresses of mechanical processing introduced before hardening. It is advisable to reduce these stresses by means of an upstream stress relieving process.
Through the vacuum hardening process, the entire component is hardened and, with qualitative hardening, has the required properties over the entire cross-section with qualitative hardening. The component size is therefore limited by the material. After the hardening process, the parts are tempered several times, depending on the material quality, in order to keep the residual austenite content as low as possible. Tempering several times is necessary in order to achieve a low residual austenite content. Any freezing process can be helpful here.
| Investments | CHAMBER SIZEbroad | in mmHeight | depth | MAXIMUM OVEN LOADin t |
|---|---|---|---|---|
| 7 vacuum system | 600 | 600 | 900 | 0,6 |
| 1 vacuum system | 900 | 900 | 1200 | 1,5 |
| 1 vacuum system | 1200 | 1200 | 2000 | 4,5 |
Induction hardening
- Induction soldering
- Induction tempering
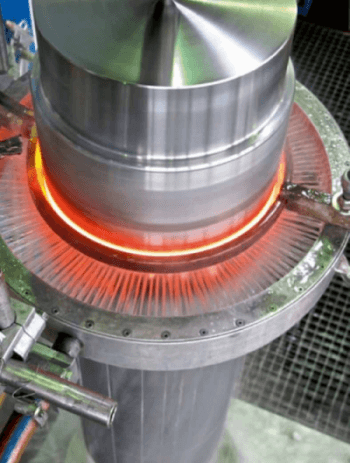
The induction hardening process is suitable for steels with a carbon content of at least 0.3%. Here the component surface is brought to hardening temperature by means of an inductor.
The quenching process is carried out using a polymer-water mixture. In this process, the surface layer is hardened and the basic properties of the material are retained in the component core. Induction hardening is suitable for individual parts as well as series components and impresses above all with its short hardening process times.
The process times vary between seconds and minutes, depending on the component geometry and the hardening depth. With an internal coil construction, we can manufacture the inductor required for your component.
| INVESTMENTS | MAXIMUM PIECE WEIGHTin t |
|---|---|
| 2 medium frequency systems | 4,5 |
| 2 high frequency systems | 2,0 |
| 1 mix frequency system | 2,5 |
Gas nitriding-Nitrex
- Gas nitriding
- Nicko short
- Nicko
- Nickox short
- Long-term gas nitriding (by default over the weekend)
- Partial nitriding can be carried out by partially covering with special covering pastes.
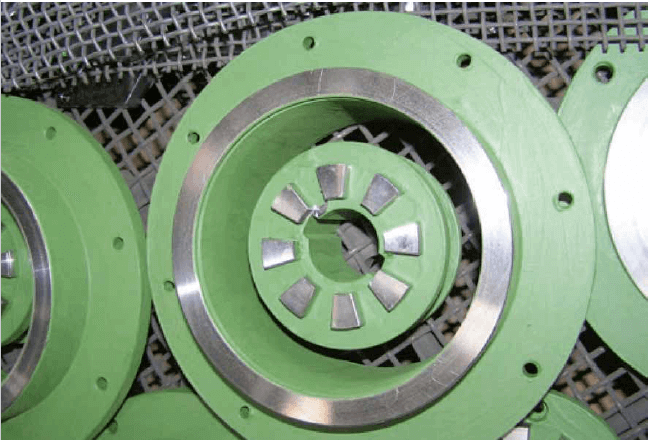
In the gas nitriding process, nitrogen diffuses into the component surface and builds up the so-called connection layer on it.
As with the induction hardening process, the properties of the base material are retained. the achievable surface hardness depends on the material used. The nitriding hardness depth can be controlled based on the process time.
This process has very little warpage. The corrosion resistance can be increased through an oxidation process.
Gas nitriding-Nitrex
- Gas nitriding
- Nicko short
- Nicko
- Nickox short
- Long-term gas nitriding (by default over the weekend)
- Partial nitriding can be carried out by partially covering with special covering pastes.
In the gas nitriding process, nitrogen diffuses into the component surface and builds up the so-called connection layer on it.
As with the induction hardening process, the properties of the base material are retained. the achievable surface hardness depends on the material used. The nitriding hardness depth can be controlled based on the process time.
This process has very little warpage. The corrosion resistance can be increased through an oxidation process.
| INVESTMENTS | CHAMBER SIZEin mm | MAXIMUM OVEN LOADin t |
|---|---|---|
| 2 plants | ∅ 1000 x 1500 | 2,0 |
| 1 plant | ∅ 800 x 2000 | 1,750 |
| INVESTMENTS | CHAMBER SIZE in mmWidth height depth | MAXIMUM OVEN LOADin t |
| 3 plants | 600 600 900 | 0,8 |
Further procedures
- Protective gas hardening
- Case hardening
- Carbonitriding
- Teniferate
- Solution heat treatment
- Stress relief annealing
- Soft annealing
- Outsource
- Carburizing
Logistics: delivery service
- daily transport between the production sites
- own pick-up and delivery service
For more information, please contact our experts.
Laboratory services
For our advanced heat treatment technologies, it is essential that we have modern measuring machines and measuring and testing procedures in order to validate the components that we heat treat.
Accordingly, we are able to
- Hardness measurement (HRC, HV, HB)
- Spectral analysis
- Hardness curve measurement
- Assessment of components using a stereo and light microscope
We are at your disposal for any questions!

Downloads
Contact
Herr Fuad Durmisevic
Technical Sales
T +43 50304 30 23272
M +43 664 8832 1936
fuad.durmisevic@voestalpine.com
Mrs. Petra Schwinghammer
Administration
T +43 50304 30 23273
M +43 664 8832 1144
petra.schwinghammer@voestalpine.com