Conformal Cooling Through Additive Manufacturing
Optimum Combination of Cost-Effectiveness and Part Quality
Additive manufacturing, unlike conventional subtractive processes, offers significant design flexibility for tool inserts. To fully leverage this advantage, it is essential that the properties of the final components—determined by a combination of powder material, process parameters, and heat treatment—match those of traditionally used bar stock materials. The voestalpine Additive Manufacturing Centers (see HPM division AM) provide a broad range of corrosion- and wear-resistant materials, featuring superior toughness. These enhanced properties are achieved by specially engineered materials and a precisely controlled manufacturing process.
Additive Manufacturing and voestalpine Premium Powder Materials
Additive Manufacturing (AM), also known as “3D printing”, is not simply a new way of producing; it’s a new way of thinking. There are no borders when digitally designing and executing a final product – layer by layer.
AM enables production with shorter lead times, at a lower weight, and of shapes that were not previously feasible. After being digitally designed as a 3D-CAD model, even the most complex of structures can be “printed” with metal powder, which has been specifically designed to meet the requirements of your application.
As a global steel and technology leader, we drive innovation and development based on lengthy experience around materials and processing. Starting from the alloy development and metal powder production, to design, manufacturing and post-processing such as heat treatment, we offer end-to-end tailor-made solutions – from concept to component.
We Have the Right Powder Material for Your Demanding Application
Corrosion Resistant Grades
| Grade | Achievable hardness | Corrosion resistance | Wear resistance | Polishability | Notch impact energy |
|---|---|---|---|---|---|
| 52 HRC | ★★★ | ★★★ | ★★★ | / |
Uddeholm Corrax® for AM | 50 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
Uddeholm Tyrax® for AM | 551 (58) HRC | ★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
BÖHLER M789 AMPO | 52 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
1direct tempering, ²bar stock material for comparison
Hot Work Grades
| Grade | Achievable hardness | Corrosion resistance | Wear resistance | Polishability | Notch impact energy |
|---|---|---|---|---|---|
| 53 HRC | / | ★★★ | ★★★★★ | / |
BÖHLER W722 AMPO (~1.2709) | 54 HRC | / | ★★★ | ★★★★ | / |
Uddeholm Dievar® for AM | 48 HRC | / | ★★★ | ★★★★★ | ★★★★★ |
BÖHLER W360 AMPO | 57 HRC | / | ★★★★★ | ★★★★ | ★★★ |
Simulation-Based Tool Design for Improved Injection Molding Performance and Part Quality
To fully optimize additively manufactured mold inserts, selecting the right powder material and determining the optimal process parameters are essential. However, the full potential of conformal cooling can only be realized when combined with a simulation-driven tool insert design approach. At voestalpine, we provide this comprehensive service to our customers, ensuring enhanced performance and efficiency. In this way, not only time-consuming sampling loops, but also cost-intensive modification costs can be minimized or avoided.
voestalpine COFFEE CUP Tool
The voestalpine coffee cup presents several challenges for mold temperature control. The diamond structure on the cup’s sides causes variations in wall thickness along the flow path, resulting in inconsistent flow front speeds around the circumference and uneven heat dissipation. Additionally, the fine microstructures on the surface demand higher mold wall temperatures, which, in turn, prolongs the cooling time.

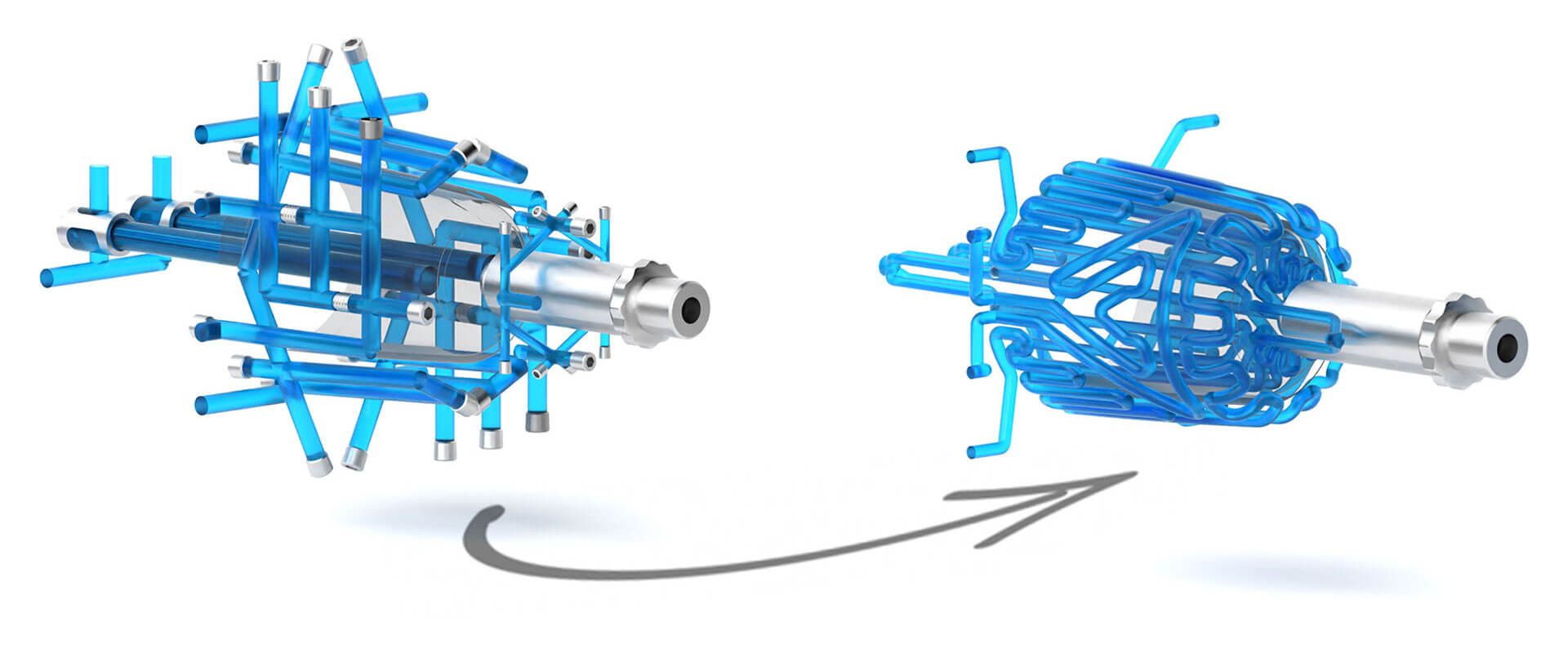
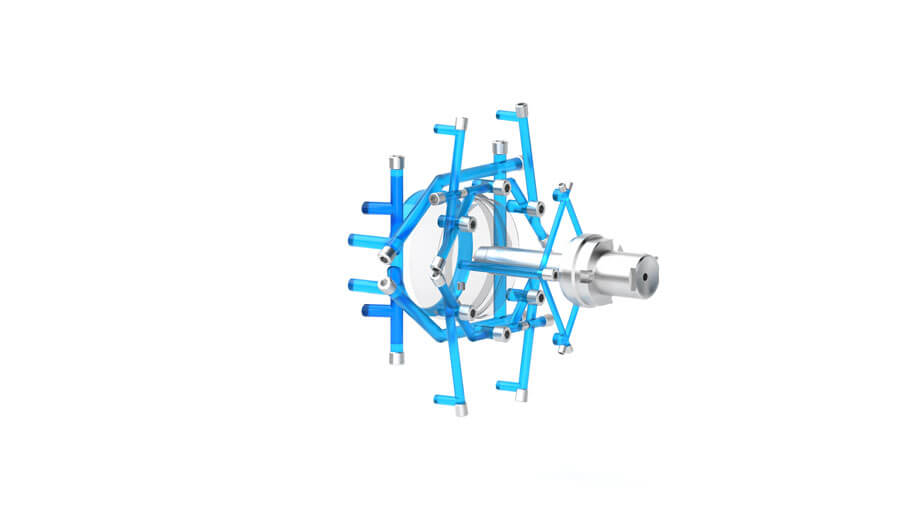
Conventional Cooling Channel Layout
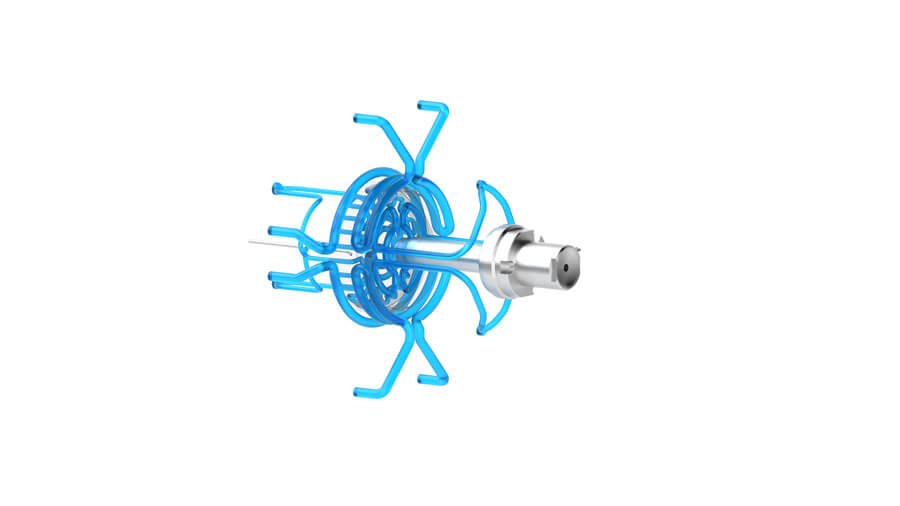
Conformal Cooling Channel Layout
A comparison between conventional and near-contour temperature control highlights the advantages of conformal cooling. With conformal cooling, the cooling channels follow the shape of the part more precisely, allowing the diamond structures to be accurately replicated during the cooling process. This is especially beneficial in the critical core area, where heat dissipation plays a significant role throughout the cycle, enabling much more efficient cooling.
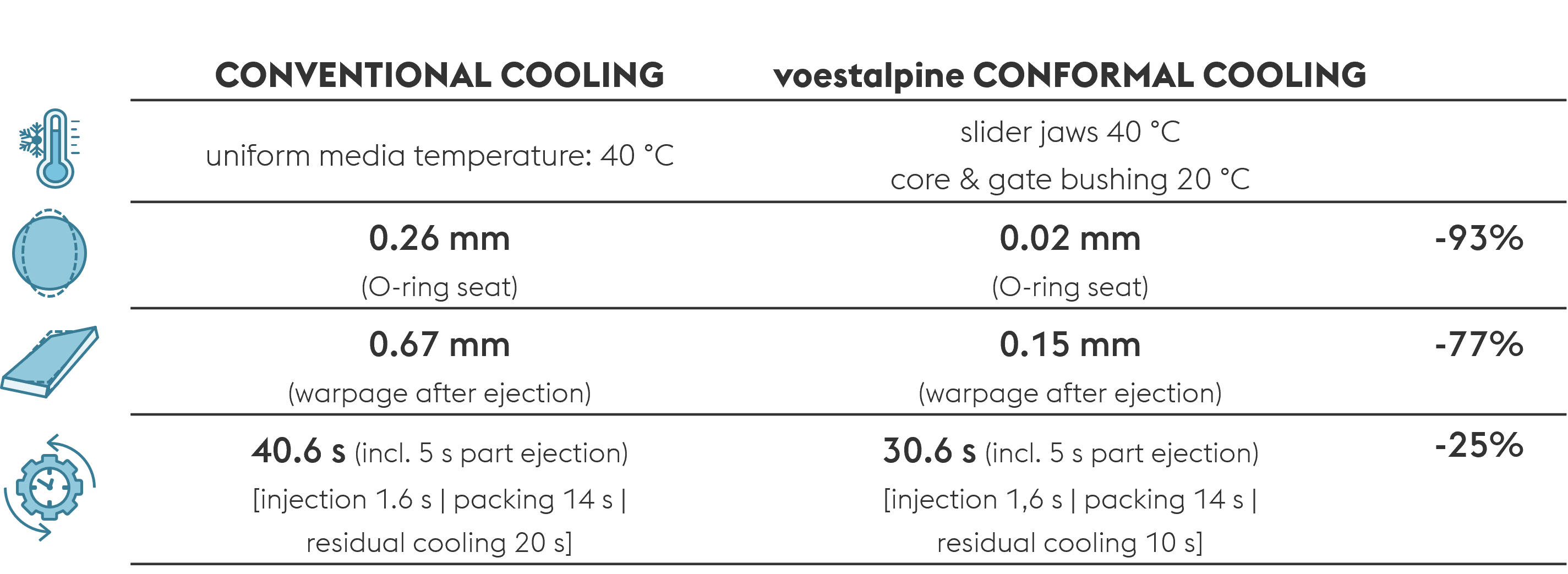
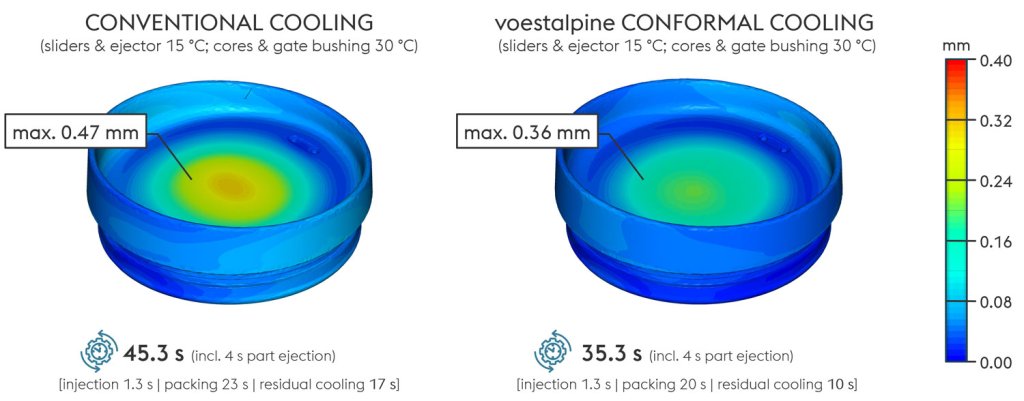
Results of the Optimization of the Cup Tool
The critical quality feature of the molded part is the roundness and diameter of the O-ring seat. The illustration shows that, with conformal cooling, the distortion is reduced by approximately 0.24 mm despite the 10 s shorter cooling time. Equally important, the required tolerance is still achieved. The significant reduction in warpage is attributed to the the very homogeneous mold-wall temperature of the slider jaws (ΔT < 2 K).
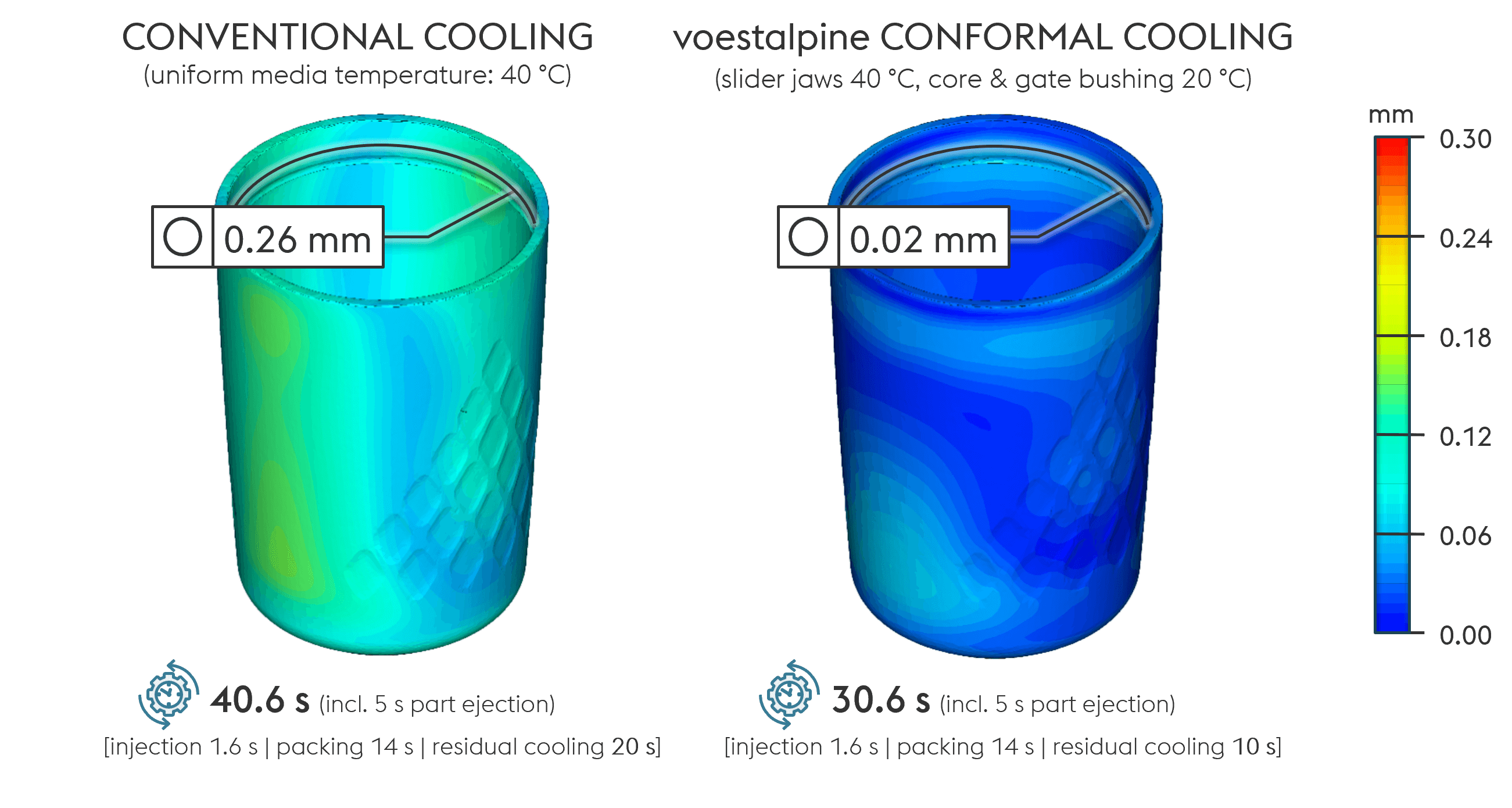
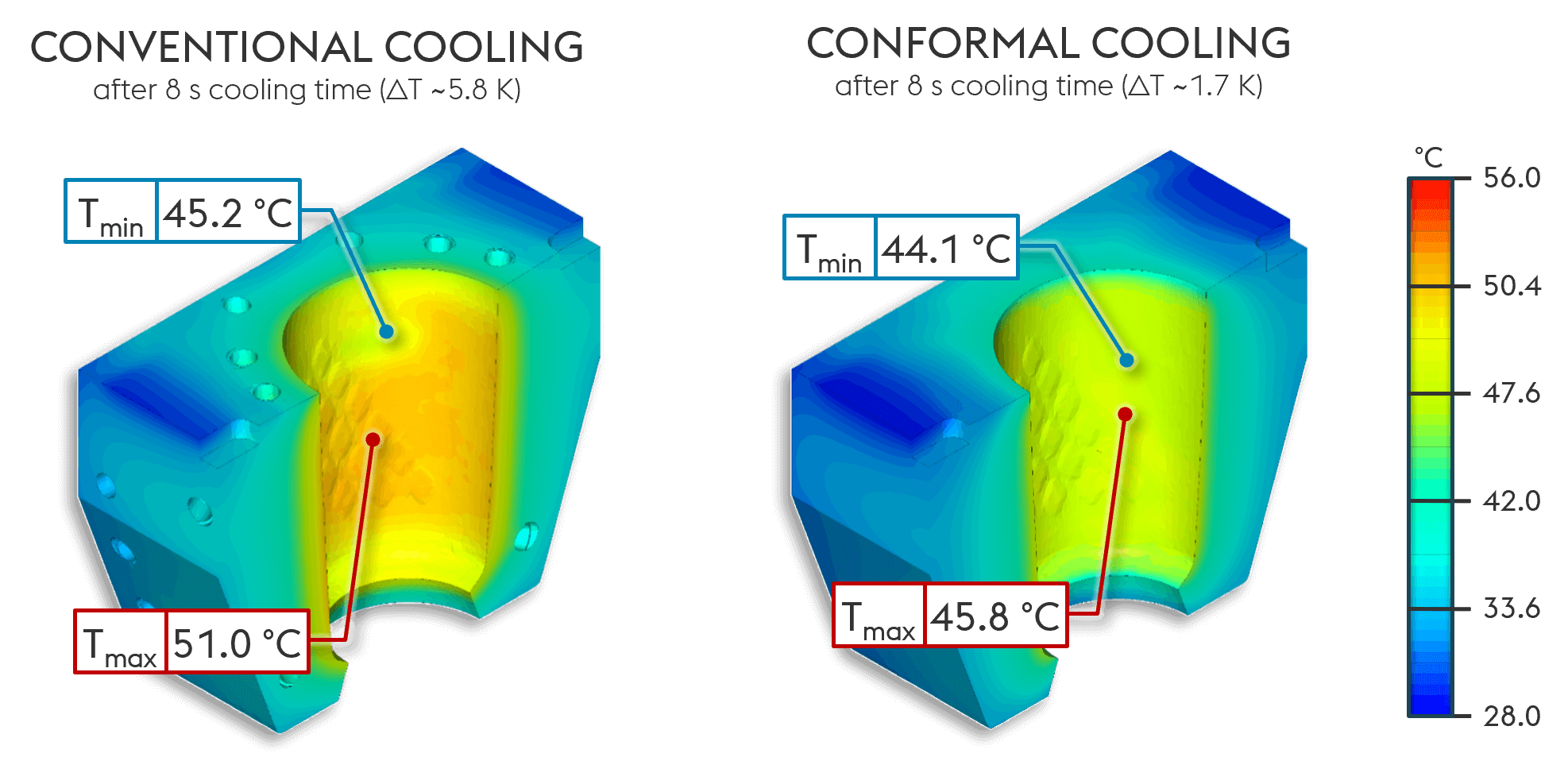
Virtual sampling was employed to identify the optimal processing parameters: 40 °C for the slider jaws, 20 °C for both the mold core and gate bushing. This approach allowed for an ideal balance between cost-efficiency (shorter cycle time) and high component quality (precision, texture reproduction, minimal warpage, and roundness).
voestalpine COFFEE CUP Lid Tool
The geometry of the voestalpine COFFEE CUP LID makes it less prone to warping. However, the substantial wall thickness of 3.5 mm presents a challenge when designing the cooling system. The high wall thickness is necessary to generate a sufficient packing pressure effect in both the drinking edge region and the snap-fit.
Conventional Cooling Channel Layout
Conformal Cooling Channel Layout
Efficient heat dissipation is crucial, particularly in the core on the ejector side, which is coupled with the large ejector punch. In conventional cooling-channel designs, cooling is only possible below the core geometry, causing the core to heat up by more than 10°C above the medium temperature at the beginning of the cycle in steady-state operation. Conformal cooling, on the other hand, allows cooling channels to be positioned closely to the part geometry in the part, ensuring the core maintains the set medium temperature at the start of each cycle.

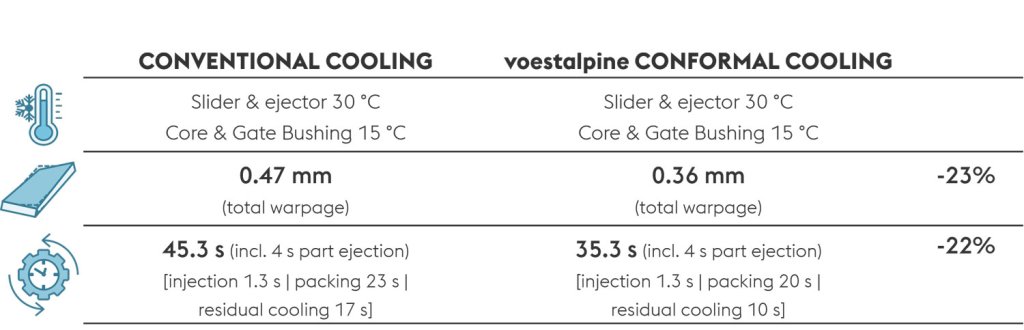
Cooling Time Reduction of the Coffee Cup Lid Tool
In the COFFEE CUP LID design, managing the accumulation of mass at the transition between the base of the lid and the drinking edge presents a significant challenge for cooling. This issue is compounded by the presence of a double edge in this region, which further reduces the surface area available for heat dissipation. Since the drinking edge is a key quality feature in the visible area, it is critical that cooling not only ensures an effective holding pressure but also prevents sink marks. By employing conformal cooling, the cooling efficiency in this area can be significantly improved compared to a conventional layout.
Additionally, the heat input from the hot runner nozzle plays a crucial role in maintaining the flatness of the lid base. More effective cooling in the core and ejector areas further enhances flatness. Both quality improvements were achieved alongside a significant cycle time reduction of 10 seconds.