The True Value of Heat Treatment
Heat treatment is an investment that delivers huge returns
Tool steels must provide consistent performance over time and withstand the challenges of the production environment including wear, plastic deformation, fracture, and in-service high temperature. When premature tool failures occur, tremendous losses result with production delays, quality issues and costly tool repair and replacement. Generally speaking, it is estimated that 60% of premature tool failures are due to poor-quality heat treatment.
Proper heat treatment is vital to achieving high performance and preventing these expensive failures. For example, heat treatment quality can be the difference between a die-casting insert producing 100,000 aluminum transmission cases and another that produces only 10,000 units. Best practice heat treatment provides better mechanical properties and consequently delivers significant reduction in production costs and downtime.
While heat treatment quality plays a key role in tool performance and significantly saves costs on unexpected failures, the importance of heat treatment is often overlooked due to its comparatively low cost and the mistaken belief that hardness alone predicts performance. Such misunderstandings can compromise critical design properties of your steel, ultimately giving rise to premature failure.
This article provides an overview of heat treatment considerations to illustrate its true value: producing a long-lasting, high-performing tool that maximizes the return on your investment.
Physics set the timeline
In planning your tool production process, it’s imperative to understand the physical constraints determining the time needed to perform proper heat treatment. The material transformations necessary to deliver a high-performing tool require several carefully timed incremental steps. Although there are ways to achieve a desired hardness with a faster turnaround time, skipping steps for a quicker turnaround will compromise other mechanical properties and leave the tool vulnerable to failure. Therefore, heat treatment quality should never be sacrificed for turnaround as doing so sacrifices the quality and performance of the tool. Figure 1 illustrates a typical heat treatment cycle.
Questions to Ask Your Heat Treatment Partner
- What is the steel producer’s suggested course of heat treatment?
- What special considerations are necessary for my tool’s application to avoid premature failure?
- What other properties will you optimize in addition to hardness?
- Is stress relieving required for my tool?
- How much machining stock should I leave on my tool before hardening?
- What else should I consider in the manufacturing process to support effective heat treatment?
- What measures will you take to minimize dimensional changes during the hardening process?
- What is your recommended quenching process for my particular tool?
- How many tempers do you recommend for my tool based on the intended application?
- What is a realistic timeline to achieve my goals for heat treatment?
*Be sure to have this conversation before manufacturing begins!
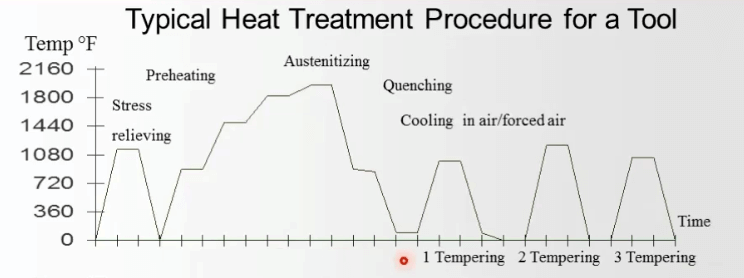
Figure 1 – Typical heat treatment procedure for a tool. The need for a third tempering is dependent on application.
- Stress relieving. Micro-stresses embedded in the material from the machining process must be relieved in order to reduce the risk of cracking and deformation.
- Preheating. Heating the material always causes the exterior temperature of the tool to rise faster than its interior, creating thermal stresses that compromise the integrity of the structure. Heating incrementally and slowly allows the temperature to equalize throughout the tool’s cross-section, resulting in lower thermal stress and minimizing the potential for cracking.
- Austenizing. At hardening temperature, tool steels are converted from ferrite to austenite, a rearrangement of the crystal structures that allows for wear-resisting carbides to be properly dissolved in the material’s structural matrix.
- Rapid quenching is necessary to ensure that carbides do not precipitate back out of the material but are instead retained as the material cools into martensite. The faster the cooling rate, the better the mechanical properties of the tool will be; however, quenching must be also controlled to minimize distortion and the possibility of quench cracking. These competing considerations require careful design of the quenching process based on tool size and geometry as well as furnace design.
- The tool is very unstable after quenching. Significant thermal stresses and patches of austenite will remain after quenching/cooling, leaving the tool vulnerable to cracking. As Figure 2 illustrates, at least two tempering cycles are necessary to complete the transformation of most of the austenite to martensite and relieve stresses in the newly formed martensite. A third tempering is recommended for some special applications, such as high-speed cutting tools, die-casting inserts, forging dies, and any other application in which complex or large tools are used and dimensional stability is a must.
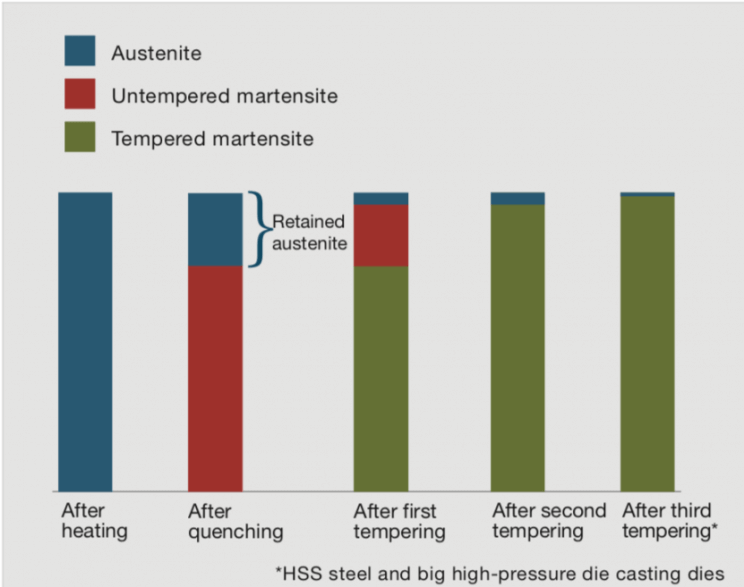
Figure 2 – Metallurgical transformations during heat treatment.
Tailoring tool treatment based on the application
While hardness measures a material’s resistance to deformation from impact, pressure, or abrasion, many different combinations of physical factors – such as carbide precipitation during tempering, metallurgical phases in the microstructure, retained austenite, and residual stresses in the material – can result in the same hardness yet significant differences in other mechanical properties affecting performance. These properties will be determined by the course of heat treatment.
For example, high-temperature tempering will result in a lower amount of retained austenite, delivering higher compressive strength and dimensional stability. However, tempering stainless steels at high temperatures will cause precipitation of chromium secondary carbides resulting in a lower corrosion resistance. Another example is tempering of hot-work tool steels or stainless steels in the embrittlement zone. While this approach achieves the desired hardness, it also results in a significant decrease in the tool’s toughness.
The course of treatment will thus depend on considerations such as what type of steel is used, whether the tool will be exposed to a corrosive environment, the degree of elasticity and plasticity required by the application, and the potential failure mechanism. To maximize performance, heat treatment specifications including temperatures, holding times, and quenching rates must be customized to both the particular steel and the tool’s intended application.
Planning ahead for performance
Heat treatment must be strategically integrated into the production process to ensure a durable, high-performing tool. Transformations of the tool’s microstructure before and during heat treatment necessitate careful sequencing of production steps. In particular:
- Stress relieving should be performed after rough machining and before semi-finish machining, as relief of the stresses from rough machining can cause some changes to tool dimensions that are then corrected in the semi-finish machining step. For large and heavy inserts with complex geometries, these stresses might lead to cracking during heat treatment.
- Hardening should follow semi-finish machining but precede final machining.
- Sufficient machine stock should be left on the tool during semi-finish machining to allow any dimensional changes from hardening to be corrected in the final machining step. Some shifts are expected because ferrite, austenite, and martensite have different densities, resulting in volume changes during the hardening process. It is important to work with your steel supplier to determine the appropriate machining allowance for your steel and tool. Leaving insufficient machining stock can result in large wastes and scrap parts or lead to sacrificing mechanical properties and consequently tool performance in order to salvage the part after heat treatment.
Return on investment
Despite its low cost, proper heat treatment delivers the greatest return on investment of any aspect of tool manufacturing. Conversely, improper heat treatment can leave tools unfit for their purpose, resulting in total or near-total loss of your investment in tool manufacturing including the raw material and all machining and labour costs.
For example, Figure 3 shows a die-casting tool made from a premium electroslag remelted (ESR) hot work grade designed to provide a superior toughness and a high temperature resistance for very harsh production environments. Unfortunately, the tool failed prematurely after only 30 shots due to gross cracking resulting from improper heat treatment. The tool had been tempered only twice and the tempering times were severely insufficient, resulting in a considerable amount of retained austenite and significant residual stresses, both of which led to cracking.
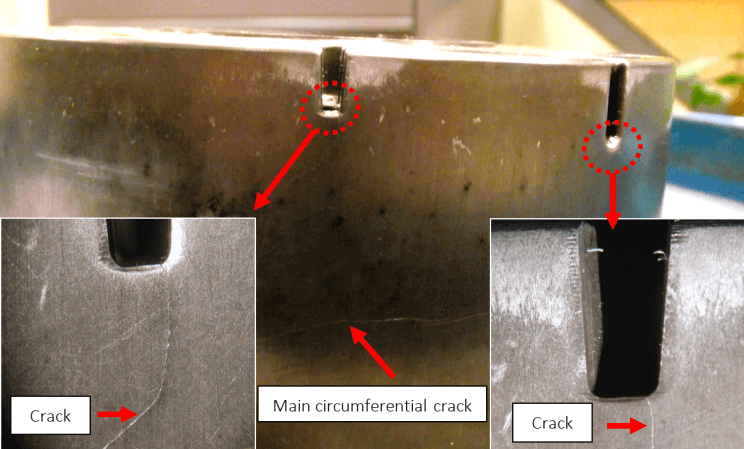
Figure 3 – Real-world example of premature failure from improper heat treatment.
Figure 3 – Real-world example of premature failure from improper heat treatment.
It is critical to understand that in this real-world case, the hardness of the tool complied with the customer’s requirements. This example proves that hardness alone cannot predict and guarantee the desired tool performance. Although a faster turnaround time can be provided – in this case by fewer and shorter tempers – the consequent premature failure of tools results in production downtimes and significant losses including the material, machining, labour, heat treatment, and any other post treatments including nitriding and/or PVD coating.
A “make it or break it” process
Heat treatment must be recognized as a critical determinant of a tool’s reliability, durability, and longevity. Heat treatment is a function of both time and temperature and its quality should never be sacrificed for price or turnaround time. Without proper heat treatment, no amount of care and expense in the manufacturing process can assure tools will perform well over an extended period.
The worth of heat treatment goes far beyond its modest price – in effect, the true value of heat treatment is the full value of your tool.
For more information about our Thermal Processing Solutions please email us: sales.canada@voestalpine.com or call 1-800-665-8335
About the Authors
Ali Alem, PhD has over 12 years experience in the Materials Engineering and Thermal Processing of ferrous and non-ferrous alloys for a variety of industrial sectors. He has a background in metals, ceramics, and composites and earned a PhD in Materials Science and Engineering from Concordia University, Montreal where he was a Faculty Lecturer. Ali is the Quality Manager for voestalpine Thermo-Tech and responsible for the Metallurgical Laboratory. He is based in Mississauga, Ontario.
Jerry Barvinek has over 25 years experience serving industry with both coatings and thermal processing solutions. Jerry is a Chemical Engineering Technologist graduate of Seneca College and is the General Manager of Value Added Services, voestalpine eifeler Coatings & voestalpine Thermo-Tech. He is based in Mississauga, Ontario.